

Сварным соединением называется неразъемное соединение, выполненное сваркой.
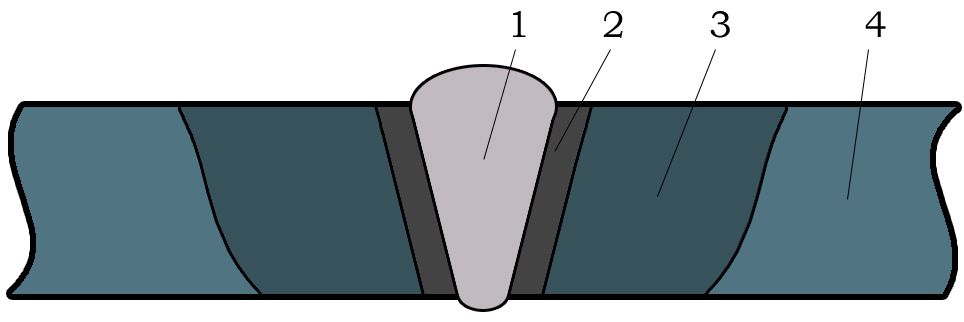
Сварное соединение включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2,
зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ14771-76 «Швы сварных соединений, сварка в защитныхгазах»):
— Стыковое – «С»;
— Торцевое – «С»;
— Нахлёсточное – «Н»;
— Тавровое – «Т»;
— Угловое – «У».
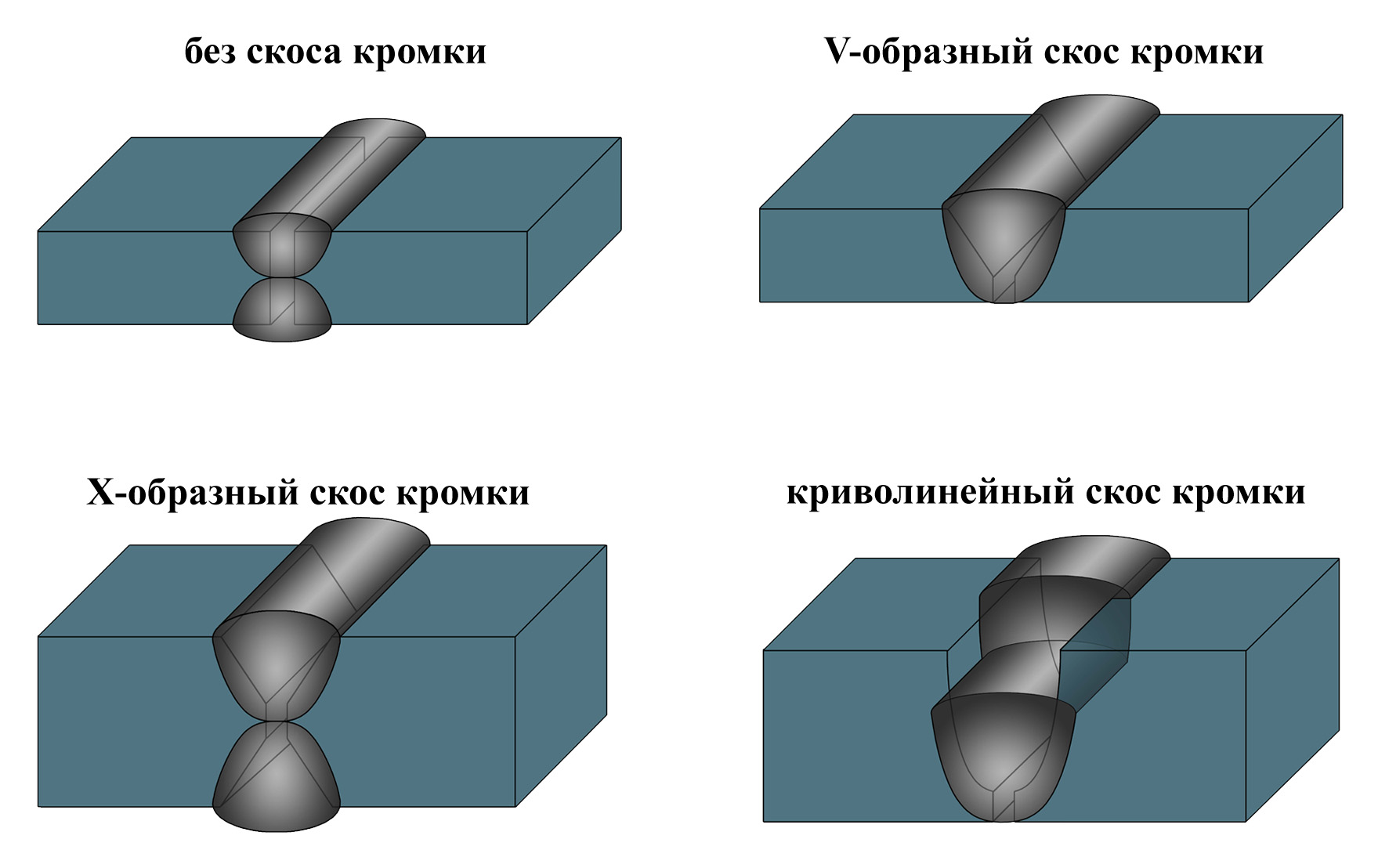
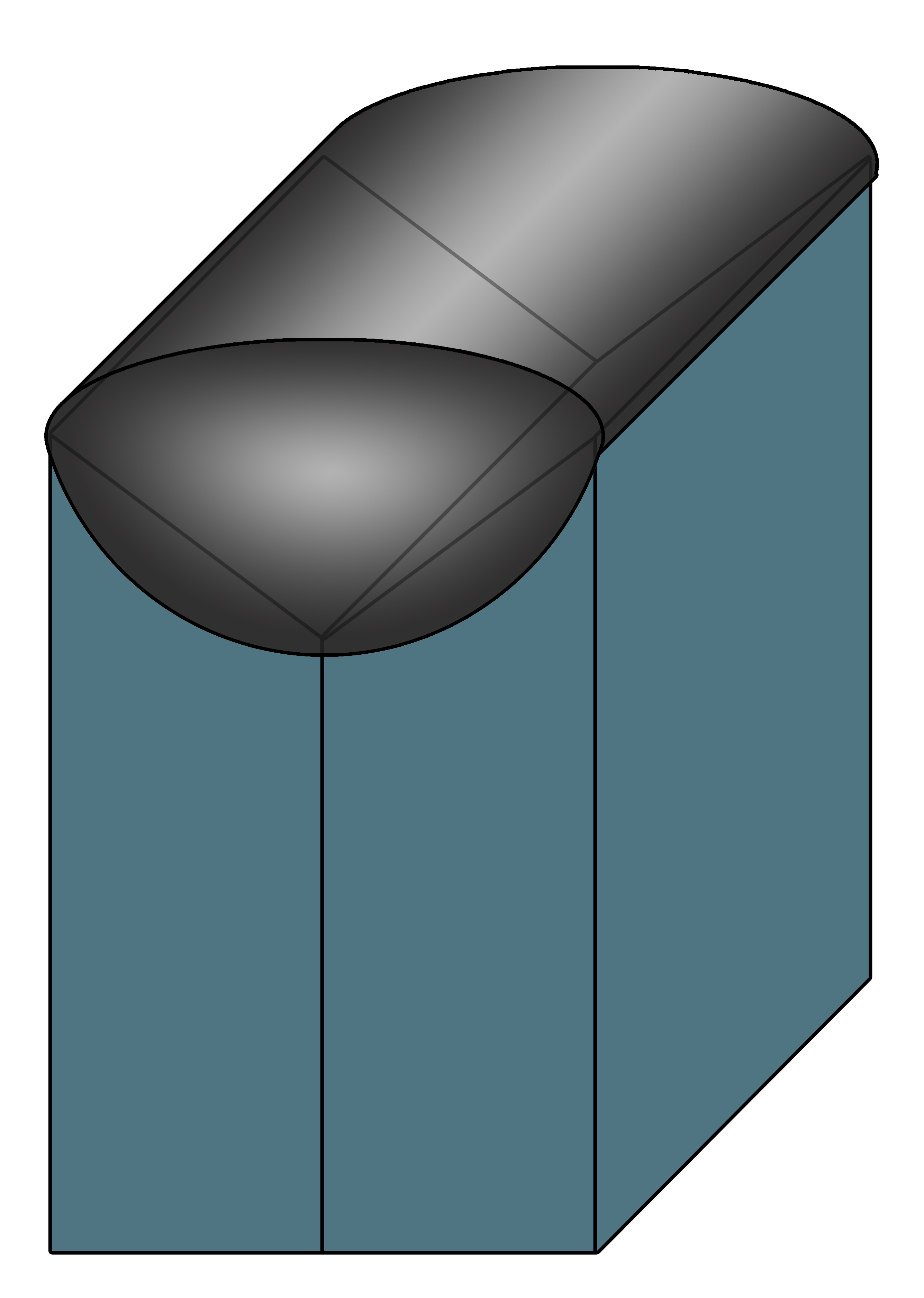
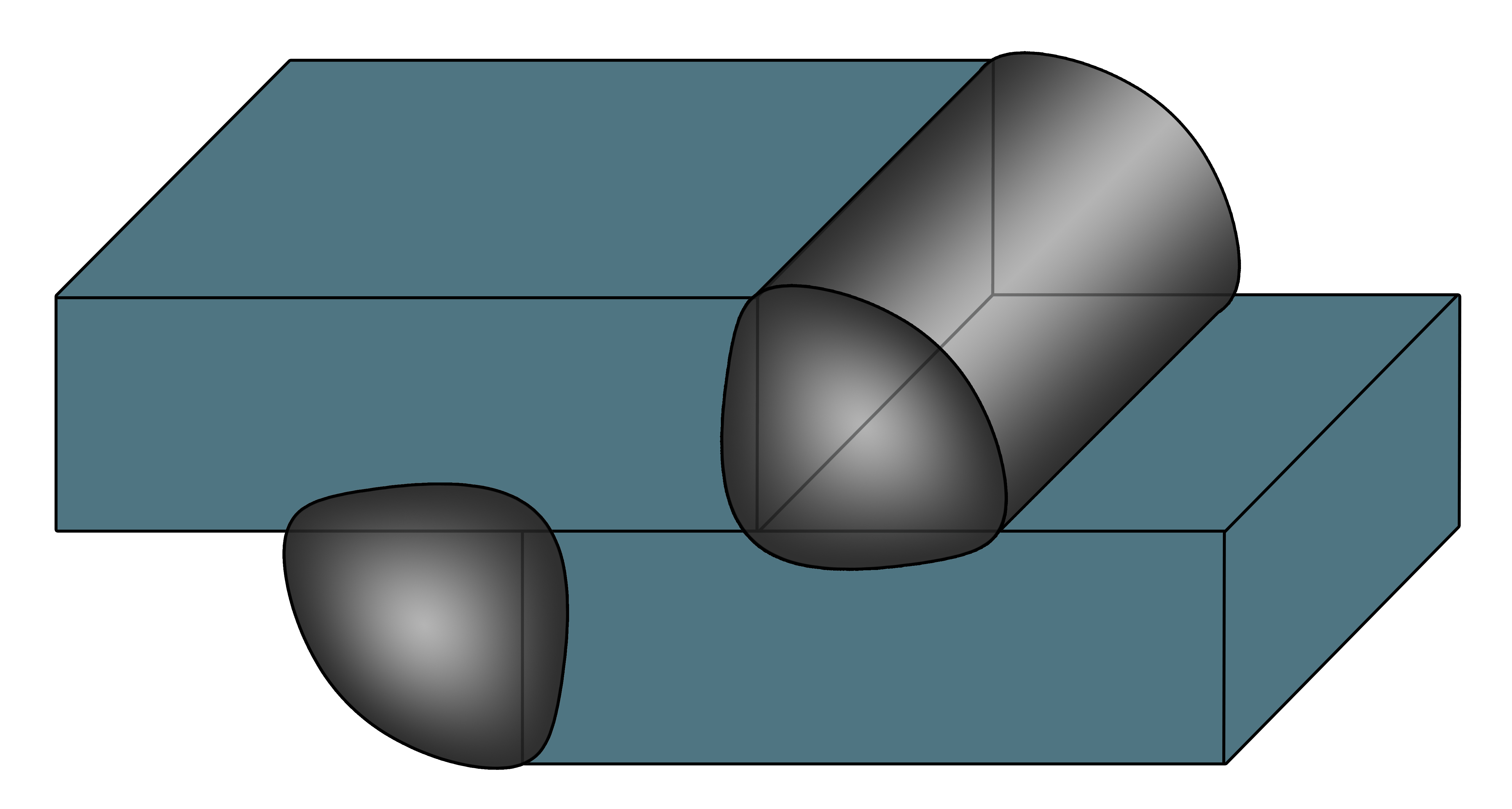
В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам. Основные виды стыковых сварных соединений представлены на рисунке ниже.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
ВНАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлёсточные соединения менее чувствительные к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
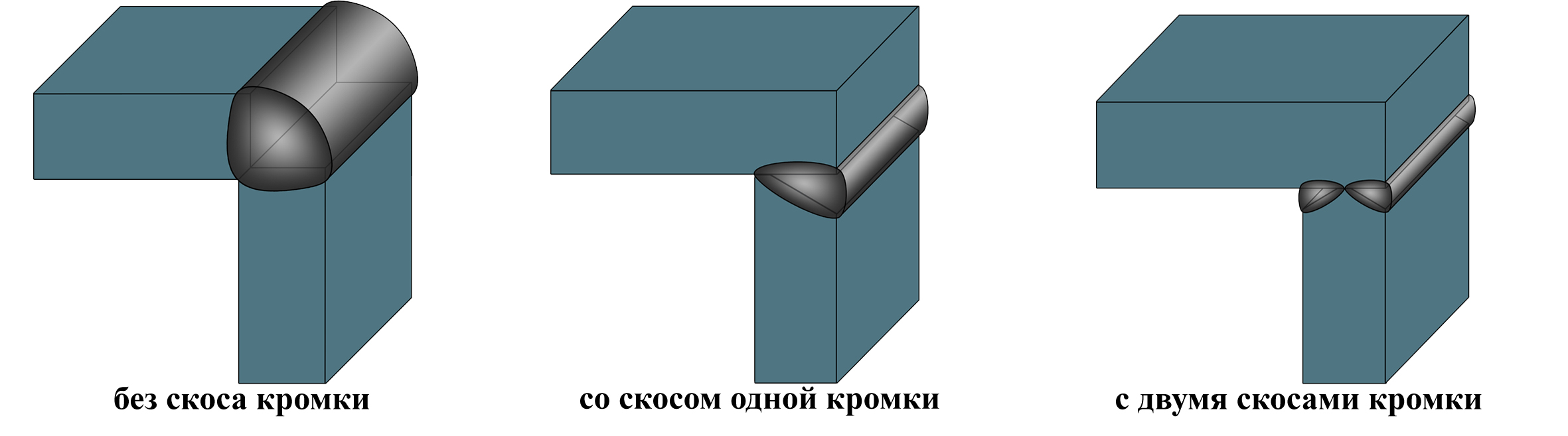
ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.

Тавровые Соединения обеспечивают высокую жёсткость конструкции, но чувствительны к изгибающим нагрузкам.
УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
— односторонние (SS), когда источник нагрева перемещается с одной стороны соединения;
— двухсторонние (BS) ,когда источник нагрева перемещается с двух сторон соединения.
В таком сварном соединении корень стыкового шва находится внутри сечения.
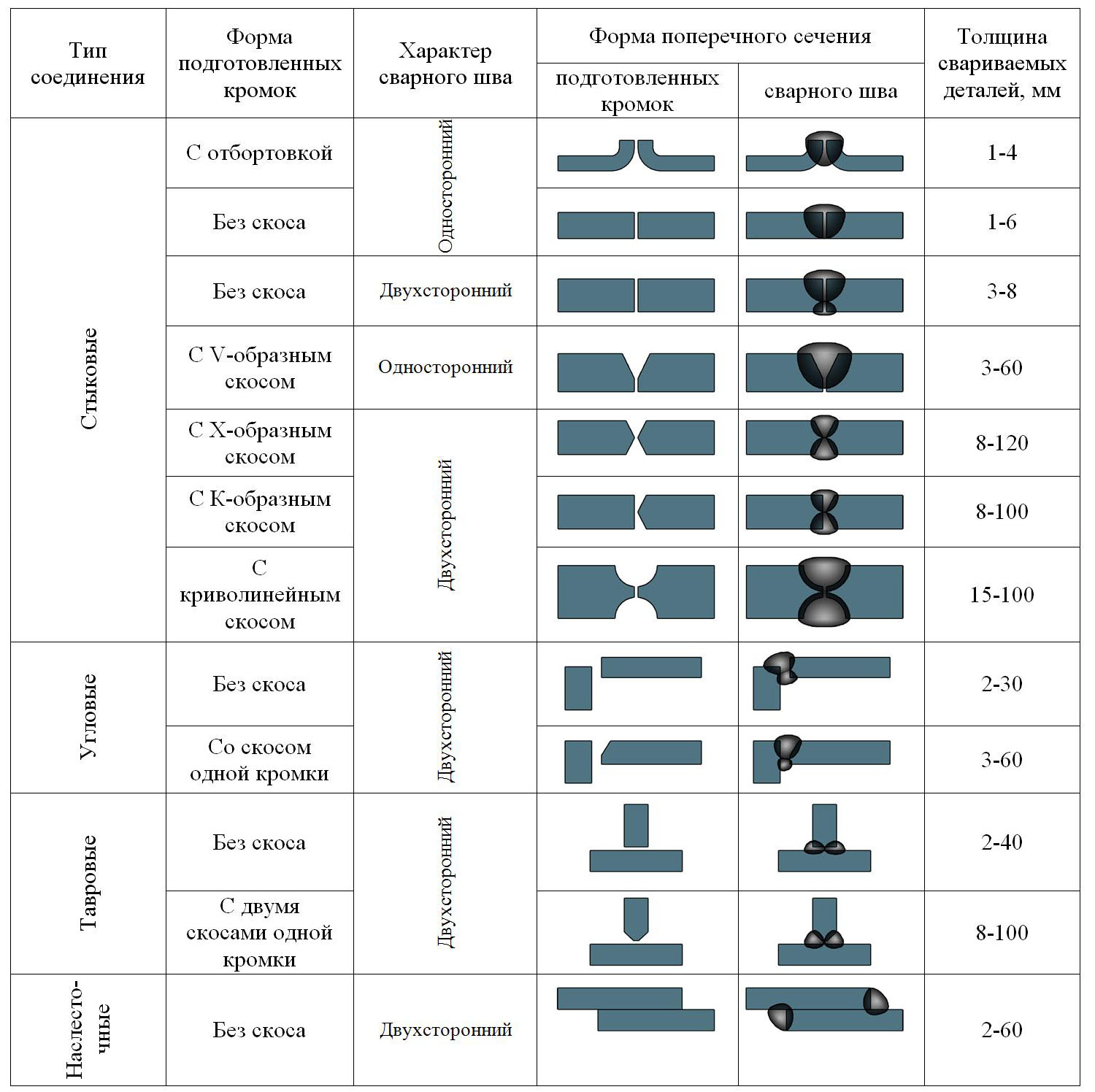
Основные типы, конструктивные элементы и размеры сварных соединений приведены в таблице:
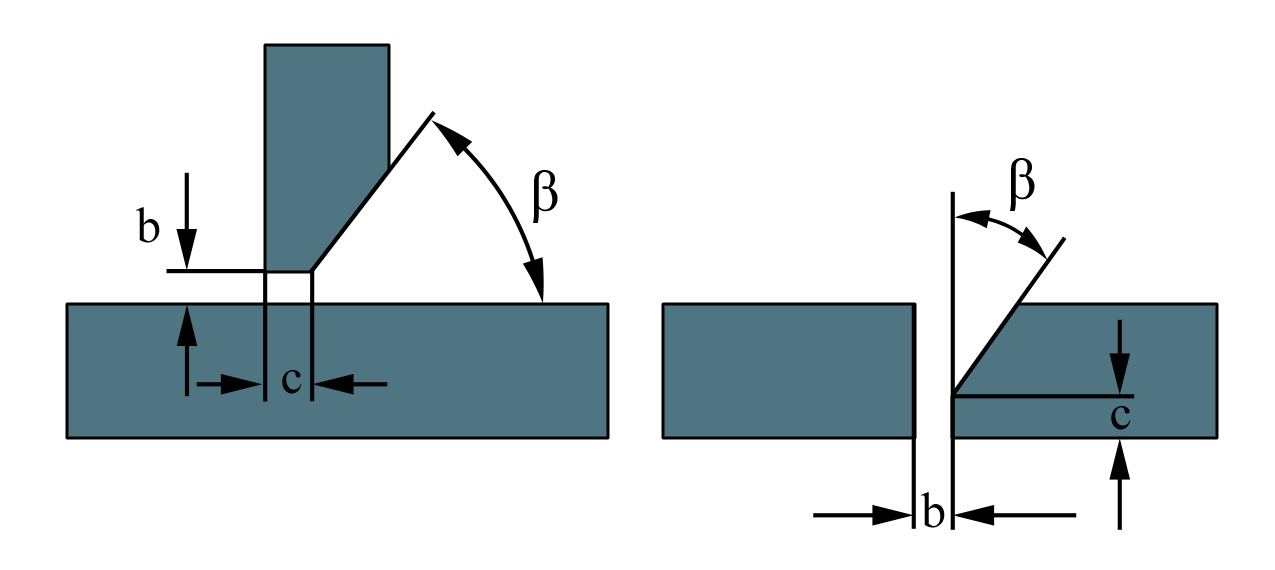
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок , а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки.
|
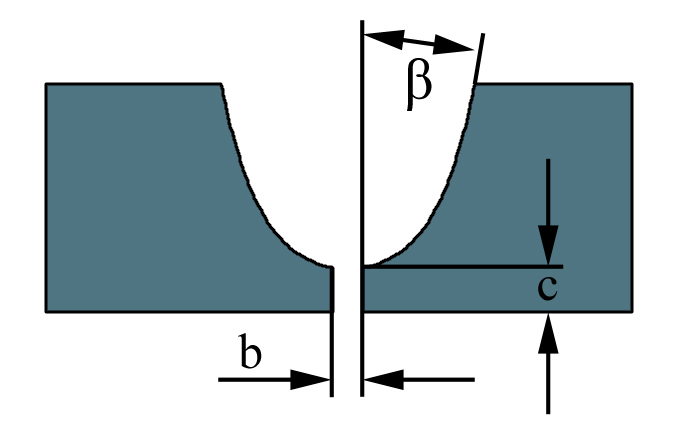
Разделка одной кромки |
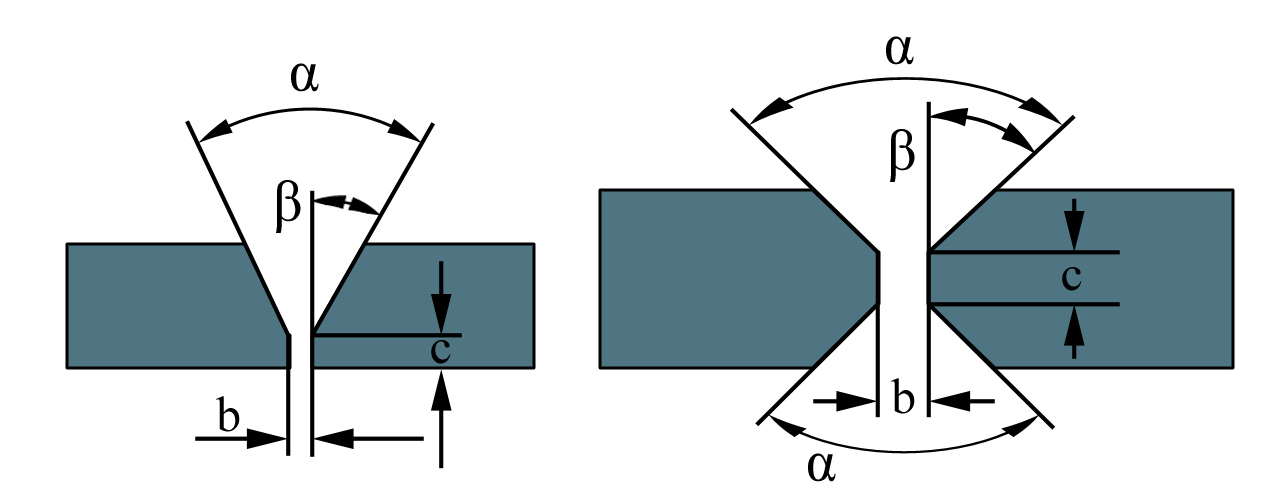
α- угол разделки кромок (60-90˚)β- угол скоса кромки (30-50˚)b- зазор (1-4мм) в зависимости от толщины свариваемого металла.Присварке плавящимся электродом зазор b обычно составляет 0-5мм. Чем больше зазор, тем глубже проплавление металла.c- притупление кромок (1-3мм) в зависимости от толщины свариваемого металла.X-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавляемого металла в 1,6-1,7 раза | ||||||||||
|
Разделка двух кромок V-образная X-образная
U-образная |
|||||||||||
|
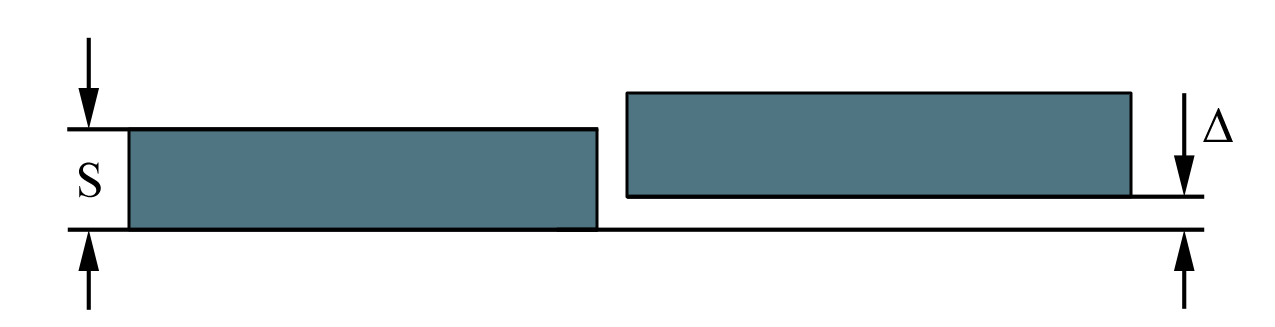
Смещение свариваемых кромок |
Δ- смещение свариваемых кромок одна относительно другой
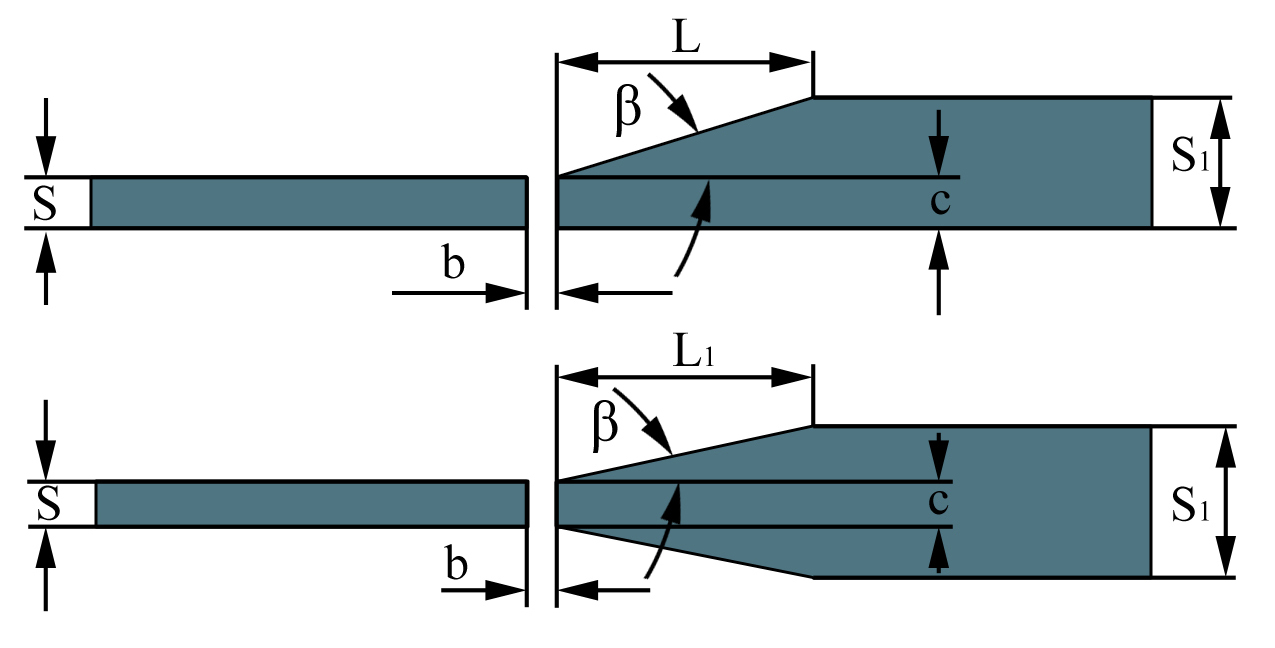
L= 5 (S1-S) L1=2,5 (S1-S) |
||||||||||
|
Разделка кромок листов разной толщины |
Стандарты сварных соединений и условные обозначения нестандартных швов приведены в таблице:
| ГОСТ | Наименование |
| 5264-80 | Ручная дуговая сварка. Соединения сварные. |
| 8713-79 | Сварка под флюсом. Соединения сварные. |
| 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. |
| 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. |
| 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. |
| 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. |
| 15164-78 | Электрошлаковая сварка. Соединения сварные. |
| 15878-79 | Контактная сварка. Соединения сварные. |
| 23792-79 | Соединения контактные электрические сварные. |
[…] специфические требования к геометрическим размерам сварного шва – обратный валик должен быть минимальным или […]
[…] Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. […]
[…] (20 -350). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить […]