
Предыстория
Обратился к нам за помощью украинский производитель вытяжек. Основным видом продукции предприятия являются вытяжки для кухонь.

Всё у них было хорошо. Технологи правильно наладили линию по производству вытяжек премиум класса. Вытяжка выполнялась из низколегированной стали толщиной 0,5 мм. Два шва, выполняемые сваркой плавлением (в частности TIG способом), находятся на лицевой части вытяжки. После этого они подвергаются последующей абразивной обработке, а порошковая покраска отлично скрывала огрехи и неровности поверхности, которая осталась после обработки. Не закрытым оставался только вопрос по производительности, но у производителя, видимо, была возможность этой проблемой пренебречь.
Вскоре возможность пренебрегать производительностью исчезла. Мало того, потребовалось добавить в линейку продукции изделия, выполненные из нержавеющей стали с направленным шлифом. Таким образом, возможность скрыть недостатки при помощи краски исчезла.
Руководство предприятия приняло единственно правильное решение, начав разработку установки для сварки этих двух швов (MIG-сварка). Мало того, была получена информация о том, что такая методика применяется у «восточных партнеров» и она способна обеспечить высокое качество и хорошую производительность.
Силами главного технолога и его команды на заводе была собрана такая установка. Она состояла из двух бюджетных полуавтоматов, модуля вертикального перемещения, контроллера (он управляет сварочными источниками и скоростью перемещение двух горелок), а также оснастки для базирования и фиксации свариваемого изделия. После продолжительной наладки вышли на режим, начали производство.
Проблемы, возникшие при изготовлении
В процессе работы был выявлен огромный недостаток. При сварке вытяжек из низколегированной стали, каждая пятая из них уходила в брак или на ремонтную сварку, а качество швов, которые выполнялись на остальных четырех изделиях, оставляло желать лучшего. Запускать производство вытяжек из нержавейки на этом оборудовании было просто невозможно.
В процессе поиска причин было установлено причину. Оказалось, что два сварочных источника, просто не выдерживают заданный режим. Производитель вытяжек начал поиск оборудования, в последствии чего он обратился к поставщику лучших сварочных источников в мире, то есть к нам). Мы, конечно же, приняли вызов и согласились помочь решить проблему.

В первый раз наша команда, в составе конструктора и менеджера (технолог на тот момент был в командировке), приехали на предприятие с аппаратом «EWM picomig 180 puls». С собой взяли только баллон чистого аргона, проволоку 0,8 и не было никакой подготовки для подключения аппарата к контроллеру. Была какая-то уверенность, что мы сумеем заварить снаружи угловое соединение с толщиной металла 0,5 мм вручную… Это был крах. Капля толком не переносилась, прожоги, наплывы, подрезы. Всё, что мы смогли получить с этой поездки — так это образцы, точнее очень много образцов (отходы заготовительного производства).
Начался разбор полетов и большая «домашняя» работа. К этому времени уже вернулся наш технолог. В ходе многочисленных переварок образцов выяснилось, что защитный газ абсолютно не годится. Кроме того, добиться стабильного шва от образца к образцу без механизации сварочной скорости и постоянного вылета горелки — практически невозможно. Качественные участки ранее были скорее делом случая, чем последствием жесткого соблюдения сварочного режима.
Решение проблемы
Нами было принято решение о повторном посещении клиента. В этом раз мы поехали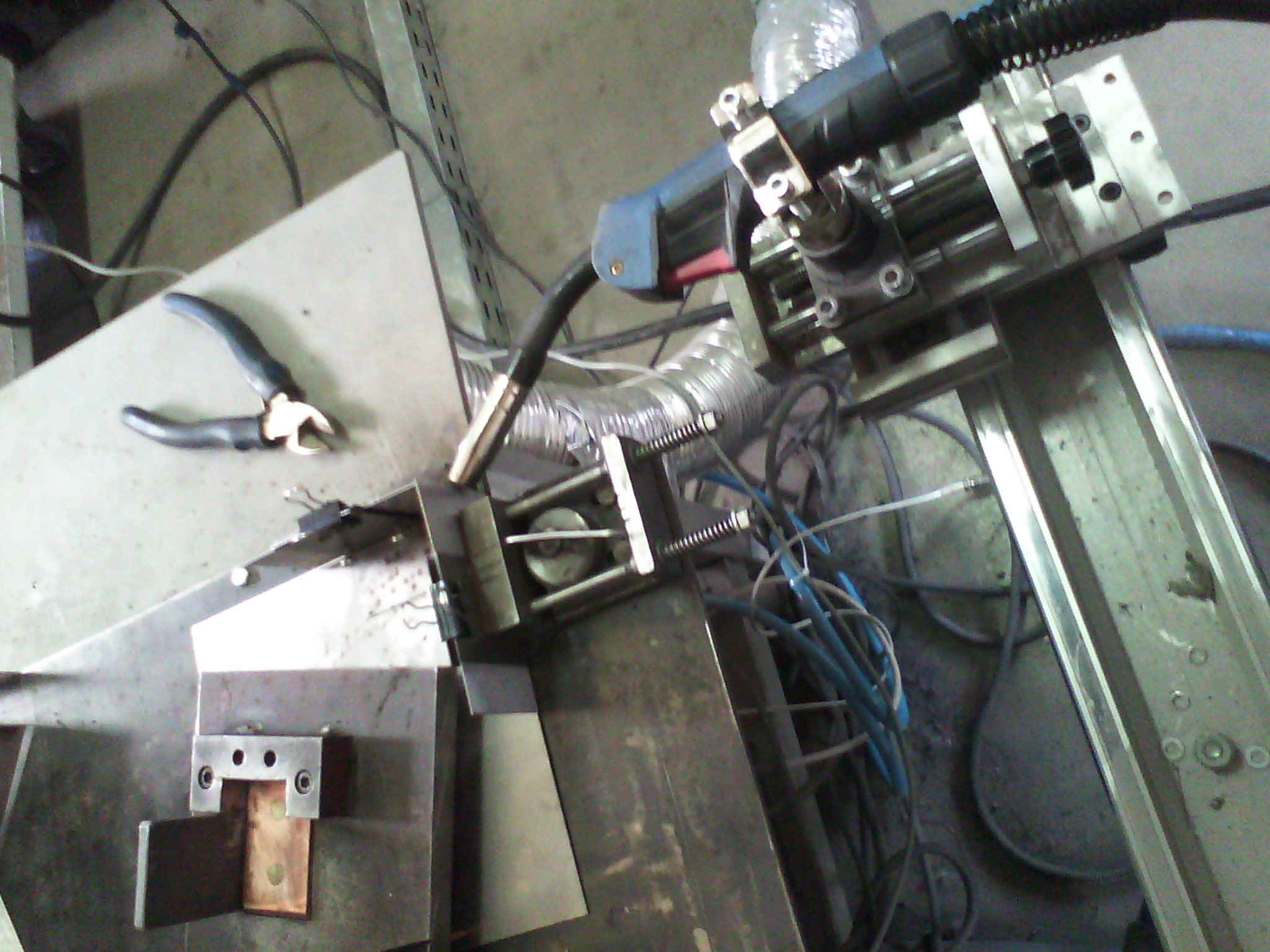
с подготовленным сварочным источником для подключения к контролеру, правильным защитным газом, той же проволокой 0,8. В составе нашей делегации уже был наш технолог. На производстве мы установили сварочную горелку на манипулятор, а силами главного технолога завода была изготовлена оснастка для сварки образцов.
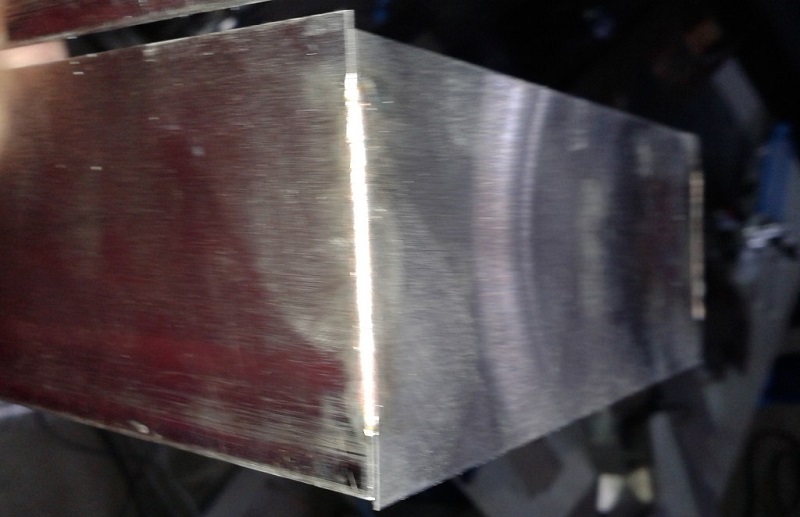
После завершения работ начали пробовать варить. После недолгой наладки мы вышли на необходимый заказчику режим. Мало того, уже после первых десяти образцов мы смогли добиться, практически идеального шва. Многочисленные повторы сварки образцов после показали уверенную и стабильную работу сварочного оборудования.
Итог
С задачей мы справились и сделали для себя ценные выводы, особенно проанализировав нашу первую поездку! Наша компания постоянно работает с оборудованием EWM, где предустановленные режимы дают возможность подобрать правильный режим сварки сразу в 98% случаев, вне зависимости от квалификации сварщика. Кроме того, такое оборудование легко дается даже новичкам сварочного дела. А вот дело с вытяжками как-раз попало в те 2% задач, для которых требуется подготовка.
Примеры полученных результатов:





[…] внимание, для получения качественного сварного шва не допустимо применение электродугой металлизации […]