
На видео представлен сварочный полуавтомат Phoenix 505 Progress puls TDM инверторного типа фирмы EWM Германия
Использована тележка Trolly 55-5, блок охлаждения Cool 50-2 U40, механизм подачи PhoenixProgress/Expertdrive 4L.
Толщина свариваемых пластин 8 мм.
Подключен выносной подающий механизм к сварочному источнику с помощью шланг-пакета (10 м).
Водоохлаждаемую горелку присоединили к механизму подачи проволоки с помощью быстросъемных штуцеров охлаждения, соблюдая цветовую индикацию.
Для заправки и протяжки проволоки нажимаем и удерживаем кнопку 
на лицевой панели механизма подачи Рис1.
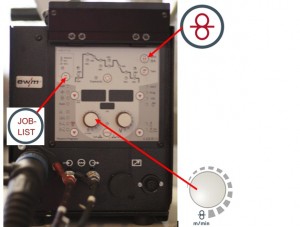
Рис.1
Для того, чтобы сварить 2 пластины толщиной 8 мм с зазором между ними 4 мм углом назад, используем процесс сварки в режиме forceArc.
Выбираем номер программу JOB номер 180.
Согласно JOB -List –а (таблицы Рис2.) на внутренней стороне крышки механизма подачи выбираем JOB номер программы с такими выходными данными:
- Режим сварки (forceArc)
- ∅сварочной проволоки (∅1,2)
- Свариваемый материал (SG2/3 SG3/4 Si1 низколегированные стали)
- Защитный газ (смесь Ar80-90%+СО220-10%)
На лицевой панели механизма подачи Рис1. нажимаем кнопку JOB-list 
и вращая ручкой потенциометра  выбираем нужный нам номер (180).
выбираем нужный нам номер (180).
Потенциометром выбираем толщину свариваемого метала 8 мм.
Динамика дуги ![]() = 0.
= 0.
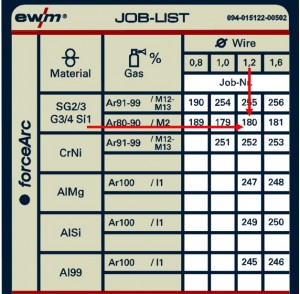
Рис.2
Сварка вертикального шва сверху вниз с расходящимся зазором в режиме rootArc.
Согласно JOB -List –а (таблицы Рис3.) на внутренней стороне крышки механизма подачи выбираем JOB номер программы согласно выходным данным:
- Режим сварки (rootArc)
- ∅сварочной проволоки (∅1,0)
- Свариваемый материал (SG2/3 SG3/4 Si1 низколегированные стали)
- Защитный газ (смесь Ar80-90%+СО220-10%)
Выбираем номер программу JOB номер 206
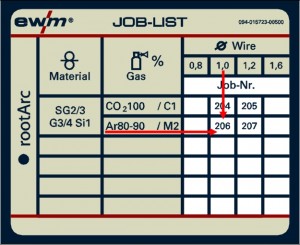
Рис.3
На лицевой панели механизма подачи Рис1. нажимаем кнопку JOB-list
и вращая ручкой потенциометра
выбираем нужный нам номер (206)
