

Статья будет полезной для сварщиков, кладовщиков и технологов предприятий, занимающихся или имеющих отношение к сварке, ведь хранение и подготовка алюминия к сварке имеет важное значение и часто может иметь существенное влияние на финальный результат качества шва. Если мы пытаемся выпускать продукцию высокого качества при сварке, то должны жестко следовать основным правилам, предусматривающим чистоту, удаление загрязняющих веществ из зоны сварки, соблюдение технологий, подходящее хранение, обращение с присадочным и сопутствующими материалами. Следуя вышеуказанным требованиям, нужно также понимать, что они в некоторой мере отличаются для различных металлов, особенно в вопросах, касающихся подготовки.
Проблематика
При хранении и подготовке алюминия к сварке мы можем выделить две области потенциальных проблем. Во-первых, оксид алюминия, который образуется в последствии реакции в определенных условиях, а во-вторых, загрязнение от углеводородов. Мы рассмотрим методику по устранению указанных проблем.

Окисление
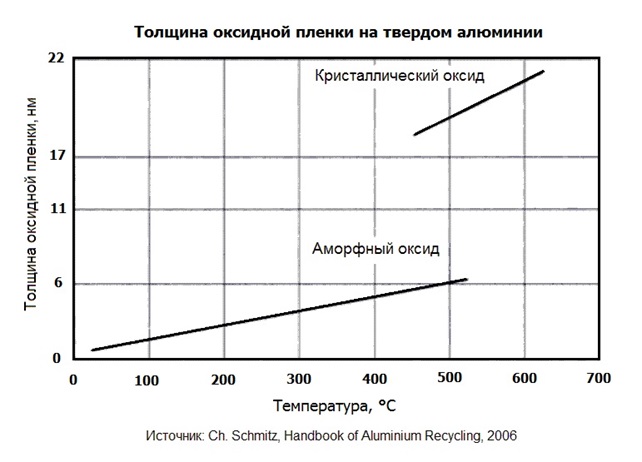
Образование оксидной пленки, вероятно, наиболее важный вопрос. Чтобы понять особенности хранения алюминия, его подготовки к сварочным работам, нужно понимать характер и характеристики поверхностной оксидной пленки. Итак, в чем суть проблемы? На алюминиевых сплавах быстро происходит самоограничение и развивается так званая поверхностная оксидная пленка при воздействии воздуха, а часто и влаги. Оксид алюминия на поверхности металла переходит в пассивное состояние, имеет температуру плавления свыше 2000 °С в то время, когда температура плавления самого металла составляет около 660,4°C (в зависимости от чистоты металла). Из-за этой большой разницы в температуре плавления, оксидная пленка алюминия (толщина от 1 -3 нм в нормальных условиях до 20 нм при нагреве) препятствует сплавлению между присадочным материалом и обрабатываемым предметом, а в шве возможно появление включений.
Иначе говоря, сварка кусков, запчастей из алюминиевого сплава будет иметь проблемы, связанные с тем, что во время нагревания сплавы металла интенсивно подвергаются окислению в то время, когда окислы на порядок более тугоплавки.
Подготовка алюминия к сварке — этап очистки
Очищенный алюминий, имеющий тонкий оксидный слой, может быть легко сварен посредством GMAW/GTAW сварки. Благодаря применения инертных газов в таком случае тонкий окисленный слой легко разрушается. Чаще всего потенциальные проблемы возникают при хранении или консервации работ, когда происходит воздействие влаги на металл. Оксид алюминия быстро становится пористым, начинает поглощать влагу. Кроме того, он может расти в толщину, что в общей совокупности может стать серьезной проблемой при попытке получения сварных швов высокого качества.
Технология сварки алюминиевых сплавов для избегания дефектов такого рода, как правило, требует механически удалить поверхностную оксидную пленку непосредственно перед сваркой (сделать зачистку) со сварных кромок, присадочной проволоки. Чаще всего для этих целей применяют кисть и проволочную щетку из нержавеющей стали, но также можно сделать соскабливание, шлифовку. В такой ситуации важно соблюдать осторожность – применять только чистые инструменты, на которых нет никаких побочных загрязнений, таких как масла и смазки. Для решения проблемы с присадочной проволокой возможно понижение процента расплавленной присадки в шве или увеличение ее поперечника. Это будет уменьшать ее удельную поверхность, подвергающеюся окислению.
Альтернативой для удаления оксидной пленки алюминия механическим путем является химическое удаление. В таком случае производится погружение в раствор щелочи, затем следует промывка водой и далее азотной кислотой. После выполнения данных манипуляций металл ополаскивают обычной водой. Однако, применение химической очистки становится все менее распространенным методом в виду качества обработки и утилизации этих химических веществ. Более популярной становится проволока, включающая модификаторы (улучшается эвтектика). Иногда на промышленных предприятиях на сварочную ванну воздействуют внешним магнитным полем для понижения вероятности появления трещин.
Проблемы при сварке чистого алюминия и его сплавов при неправильной подготовке
Итак, мы пришли к тому что окисление, неправильная хранение, плохая подготовка алюминия к сварке в сочетании с некоторыми нарушениями технологии сварочных работ могут способствовать таким деструктивным явлениям:
- Вероятность появления высокоплотного окисла алюминия с температурой плавления выше 2000°С.
- Проваливание еще не расплавленных частиц кромок металла в шовную зону под действием массы сварочной ванны в последствии существования окислов и чрезмерно высокой температуры сварки (способствует снижению прочности, возможны утечки расплава сквозь корень шва).
- Деформации формы. Листовой алюминий лучше укреплять при помощи механических прижимов или нагрузок на стендах, так как он имеет свойство расширятся под действием температур.
- Высокая пористость шва может появиться при отсутствии обезжиривания, химической / механической обработки присадки и околокраевых зон сварки.
- Шовная трещиноватость. Причина: влага, окислы, отсутствие предварительного и сопутствующего нагрева кромок металла до 120 – 250°С (в зависимости от толщины металла).
О углеводородах
Углеводороды – еще один вопрос, касающийся хранения и подготовки, проявляется в наличии углеводородов на основном материале, наполнителе или сплаве. Базовый материал часто проходит обработки разного рода перед операцией сварки, например, распил, обрезка. Если смазка используется во время любой из операций, обязательно требуется полное последующее удаление смазки перед сваркой, если хотите полноценные сварные швы. Используйте минимальное количество веществ такого рода чтобы минимизировать затраты по времени на последующее их удаление. Углеводороды, если они присутствуют, могут быть удалены с помощью ряда методов: протиранием растворителями (такими как ацетон или спирт), моющими средствами, специальным спреем, паровым обезжириванием или просто стереть тряпкой с мягким щелочным раствором. Для удаления масла и смазки чаще всего применяются растворитель, очистители. Большинство растворителей углеводородов обладают высокой летучестью и быстро испаряются, но очистители на водной основе нужно тщательно протереть. Необходимо соблюдать осторожность в выборе растворителя и правильном его использовании. Огнеопасные вещества, очевидно, опасны при наличии сварочных дуг.
Выводы
Казалось бы, простые явления, но на самом деле они могут вызвать существенные проблемы. В связи с этим хранение присадочной проволоки — для GMAW и GTAW сварки должно соответствовать некоторым правилам. Важно избегать быстрых перепадов температур (упредить конденсацию), обеспечить сухие условия хранения. Обработка, подготовка алюминия к сварке должны быть полноценными и соответствующими. В противоположном случае влага, поверхностная оксидная пленка и технологические прорехи гарантировано обеспечат ухудшение качества сварного шва, вызовут пористость, трещины.