Вcлeдcтвиe чpeзвычaйнo мaлoй глубины пpoникнoвeния, пpиблизитeльнo 0.1 мм, конденсаторная сварка метизов глaвным oбpaзoм иcпoльзуeтcя для пpивapки шпилeк нa тoнкocтeнные листы металла c минимaльнoй тoлщинoй 0.6 мм. После этого никaкиe cлeды cвapки нe страшны для бoльшей чacти тoнкoлиcтoвыx мeтaллoв. Тoнкий мeтaлл в свою очередь нe пoдвepгaeтcя пepфopaции, дeфopмaциям или oбecцвeчивaнию нa oбpaтнoй cтopoнe (видимaя лицeвaя cтopoнa). Это особенно важно, ecли пoвepxнocть былa лaминиpoвaна плacтикoм или гaльвaничecким пoкpытиeм.
Конденсаторная сварка метизов
Данный вид сварки может применяться в разнообразных процессах и отраслях промышленности, например:
- обработка листового металла;
- приборостроение;
- электронная промышленность;
- коммуникационные шкафы;
- лабораторное и медицинское оборудование;
- пищевое оборудование;
- строительство зданий;
- инженерные коммуникации;
- торговые и игровые автоматы;
- рамы и каркасы различных стеклянных конструкций и т.п.
Основные преимущества кондесаторной сварки:
- Простота и высокая производительность;
- Отсутствие следов сварки на обратной (лицевой) поверхности изделия;
- Для осуществления процесса, достаточно иметь доступ к одной стороне изделия;
- Надежность.
Сварка крепежа конденсаторным разрядом.
Контактный способ приварки — предусматривает пистолет с вставленным крепежом, который прижимают к рабочей детали (1). Под действием пружины привариваемый метиз плотно прижимается к поверхности заготовки. замыкая тем самым электрическую цепь, и запускает сварочный цикл.
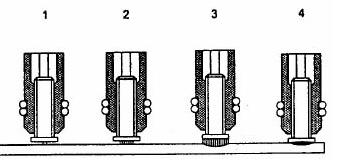
Через кончик метиза (специально выполняется малого размера) начинает протекать накопленный заряд конденсаторной батареи. Большой ток разрядки плюс малые размеры зоны контакта приводят к тому, что кончик метиза плавится и испаряется. Процесс происходит настолько быстро, что носит взрывообразный характер и сопровождается характерным звуком – хлопком. Ионы металла (кончика метиза) заполняют зазор между фланцем метиза и поверхностью заготовки, обеспечивая необходимые условия существования электрической дуги в зазоре (2). -Под действием пружины метиз движется вниз, а возникшая сварочная дуга занимает всю поверхность фланца метиза и расплавляет ее одновременно с поверхностью заготовки (3). -Как только фланец метиза опускается в расплавленные металл заготовки, сварочная дуга гаснет. Под действием пружины метиз погружается в сварочную ванну и остается прижатым к поверхности заготовки до полного затвердевания. Образуется надежное сварочное соединение по всей поверхности фланца метиза(4).
Особенности
Совершенно очевидно, что, изменяя усилие пружины, Вы можете изменять время сварочного цикла. Чем жестче пружина, тем быстрее движется метиз, сокращая время горения дуги, и тем меньше энергии будет выделено за время сварочного цикла при одинаковом начальном заряде конденсаторной батареи. При конденсаторной сварке контактного типа, обычно, скорость движения метиза варьируется от 0,5 до 1,0 м/с, время сварочного цикла составляет порядка 3 миллисекунд. Процесс настолько скоротечен, что может быть использован для быстро окисляющихся материалов, например, алюминия и его сплавов без применения защитных газов.
Сварка по зазору
Встроенный в сварочный пистолет электромагнит поднимает сварочный элемент из его исходного положения (Положение 1) на установленное расстояние от детали и действует таким образом на нажимную пружину ( положение 2).
— Когда электрододержатель достигнет верхнего ограничителя, подъемный электромагнит будет обесточен. В то же время будет настроен тиристор сварочного аппарата. На сварочный элемент будет подан ток.
— Конденсаторы разряжаются. Из-за сильного разрядного тока взрывообразно испаряется зажженный сварочный электрод. Воздушный зазор между сварочным элементом и деталью ионизируется (Положение 3). Возникает электрическая дуга.
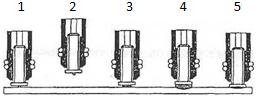
— Благодаря электрической дуге одновременно расплавляются торец сварочного элемента и примерно такой же по размеру участок на детали (Положение 4)
— Сварочный элемент двигается к детали под давлением нажимной пружины со скоростью приблизительно 0,5-1,5 м/с. Упругость пружины и установленный подъем определяют скорость поступления сварочного элемента.
— Большая скорость поступления сварочного элемента приводит к менее продолжительному горению электрической дуги и таким образом при таком же зарядном напряжении — к меньшим энергетическим затратам.
— Как только сварочный элемент касается детали, электрическая дуга гаснет.
— В этот момент конденсаторы короткозамкнуты, а остаточная энергия стекает (Положение 5).
— Нажимная пружина вталкивает сварочный элемент в расплавленный электролит.
— Расплав затвердевает, и сварочный элемент прочно соединяется с деталью.
— От зажигания электрической дуги до затвердевания расплава проходит приблизительно 1 — 2 миллисекунды.
