
Сварочные швы — участки сварного соединения, образующие в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Разделение понятий сварочное соединение и сварочный шов необходимо потому, что последний, как связующая часть соединяемых элементов, определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки.
Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
Критерии для классификации
Сварочные швы подразделяются в зависимости:
— от формы сечения;
— от характера сопряжения свариваемых деталей;
— по внешнему виду;
— по выполнению;
— по количеству слоёв;
— по числу проходов;
-от протяжённости;
— по направлению действующего усилия;
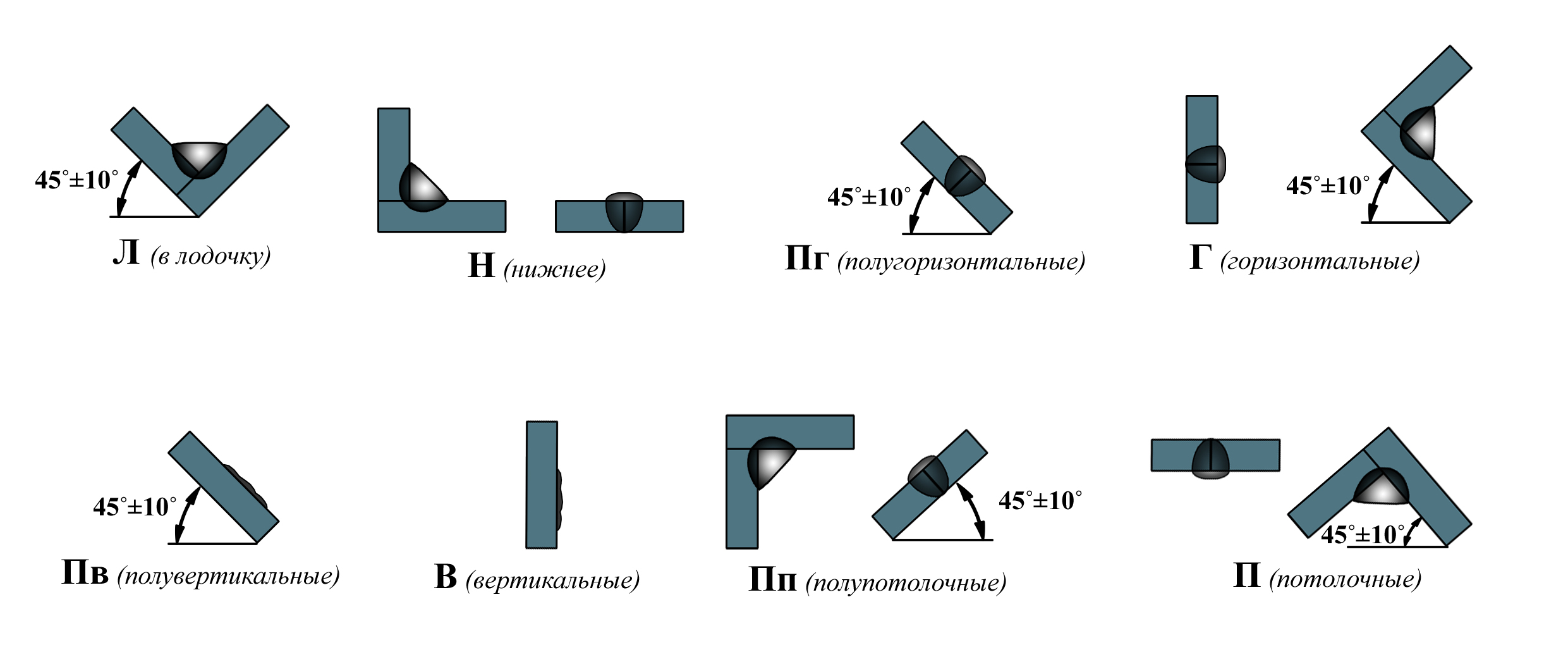
— по положению в пространстве;
— по назначению;
— от условий работы сварного изделия;
— по способу удержания расплавленного металла;
— по виду сварки;
— по применяемому для сварки материалу.
Классификация
В зависимости от формы сечения сварочные швы могут быть:
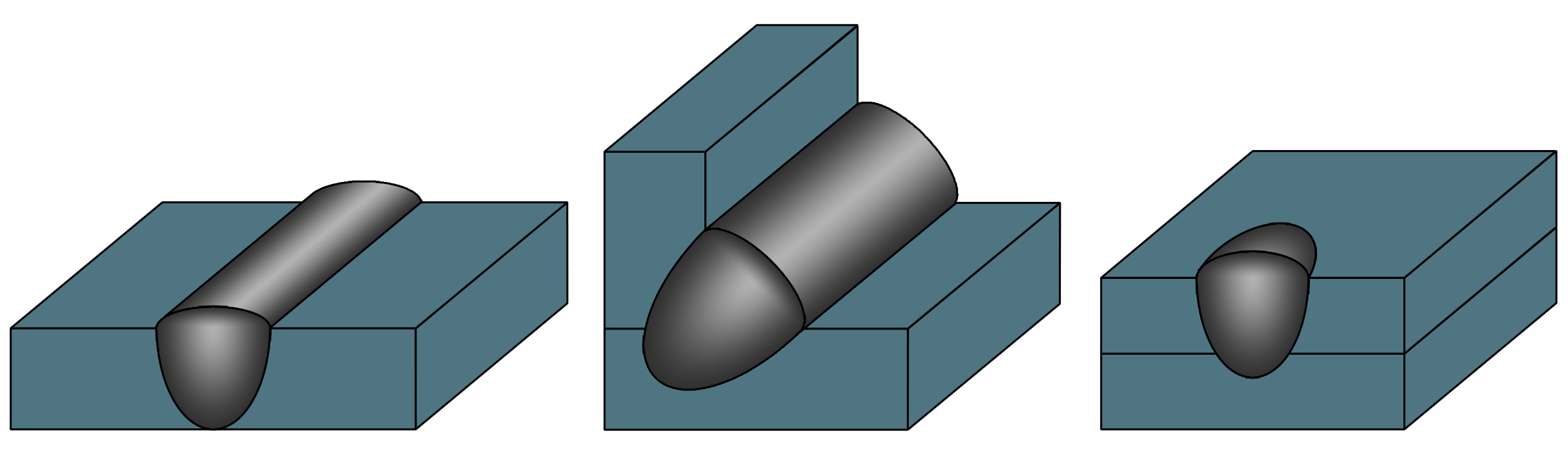
стыковыми; угловыми; прорезными (электрозаклепочными).
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
— стыковые соединения;
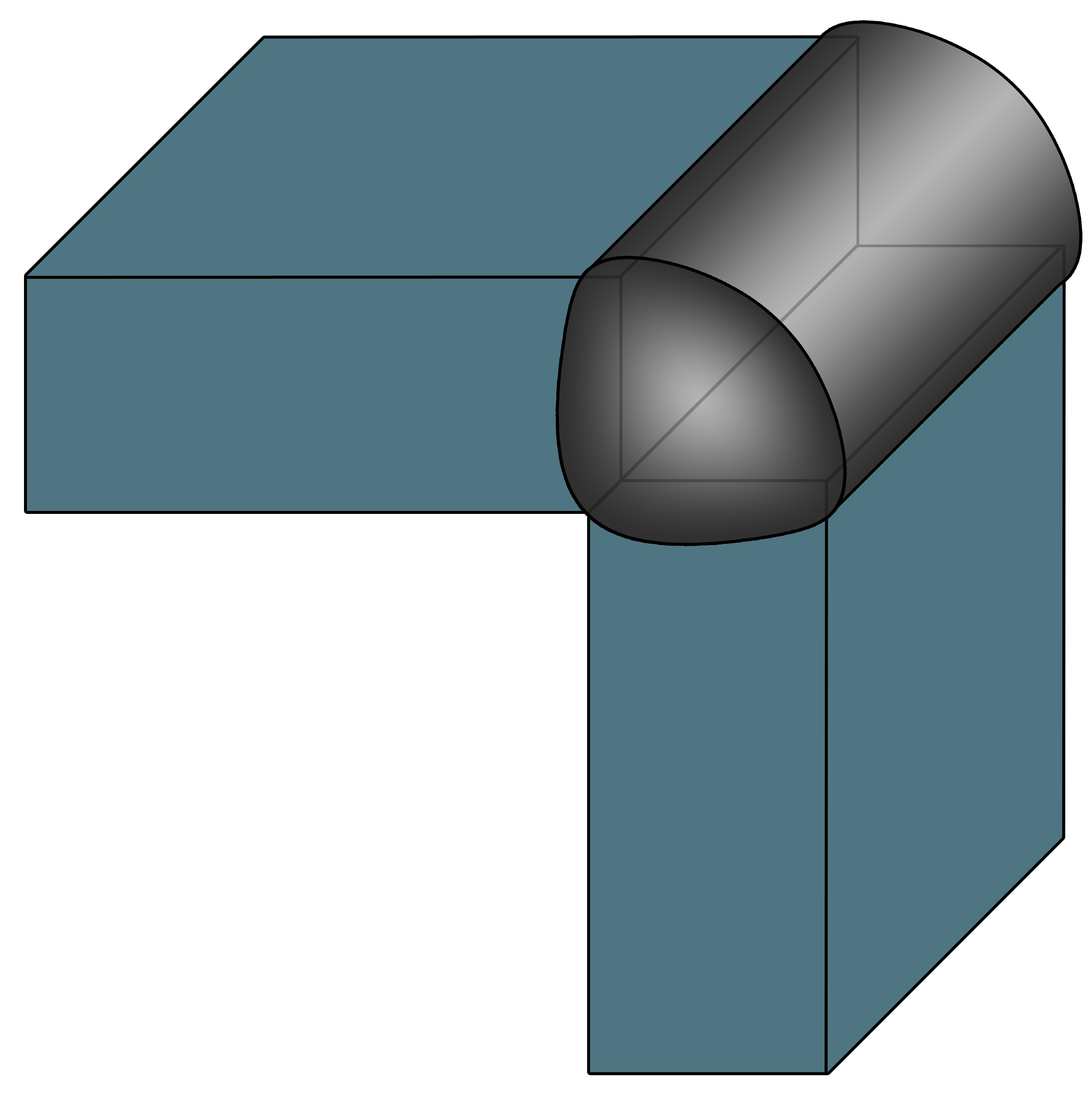
— угловые соединения;

— тавровые соединения;
— нахлесточные соединения;
— торцовые соединения.
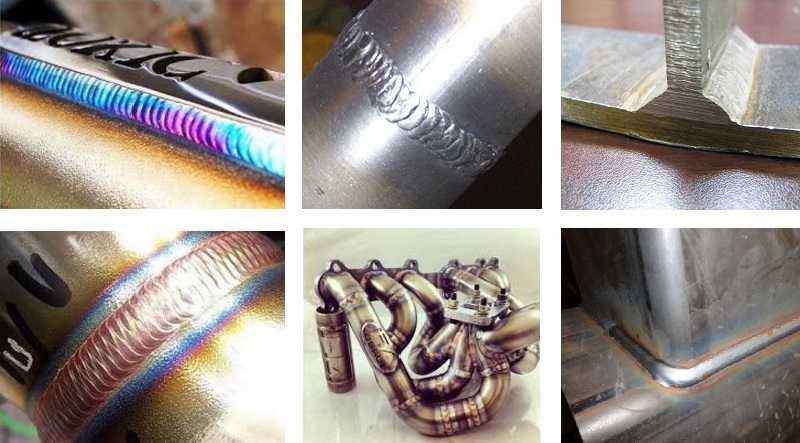
Сварочные швы по внешнему виду подразделяются на:
— нормальные (плоские)
— выпуклые (усиленные)
— вогнутые (ослабленные).

Выпуклый сварной шов Нормальный сварной шов Вогнутый сварной шов
Выпуклые сварные швы лучше работают при статических (постоянных) нагрузках, однако они неэкономичны. Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку за счет более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва.
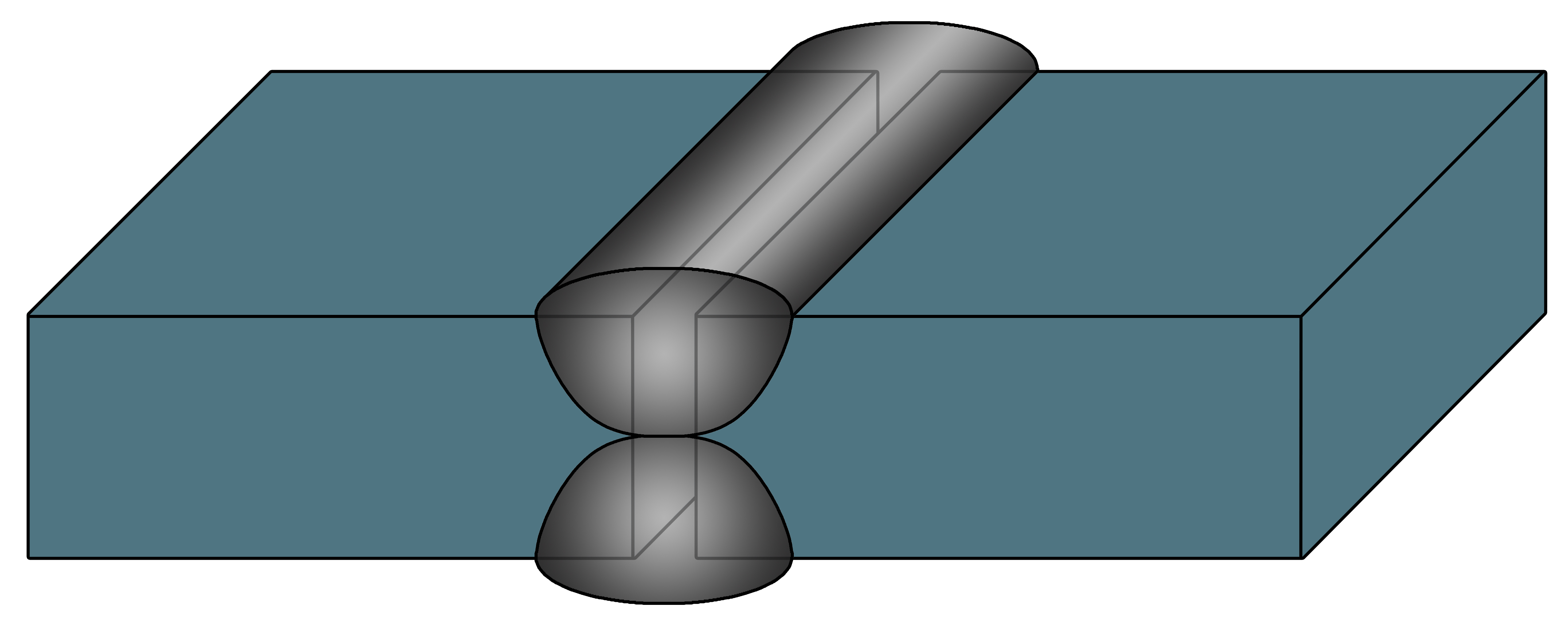
По выполнению сварочные швы могут быть односторонними и двусторонними.

Односторонний шов Двухсторонний шов
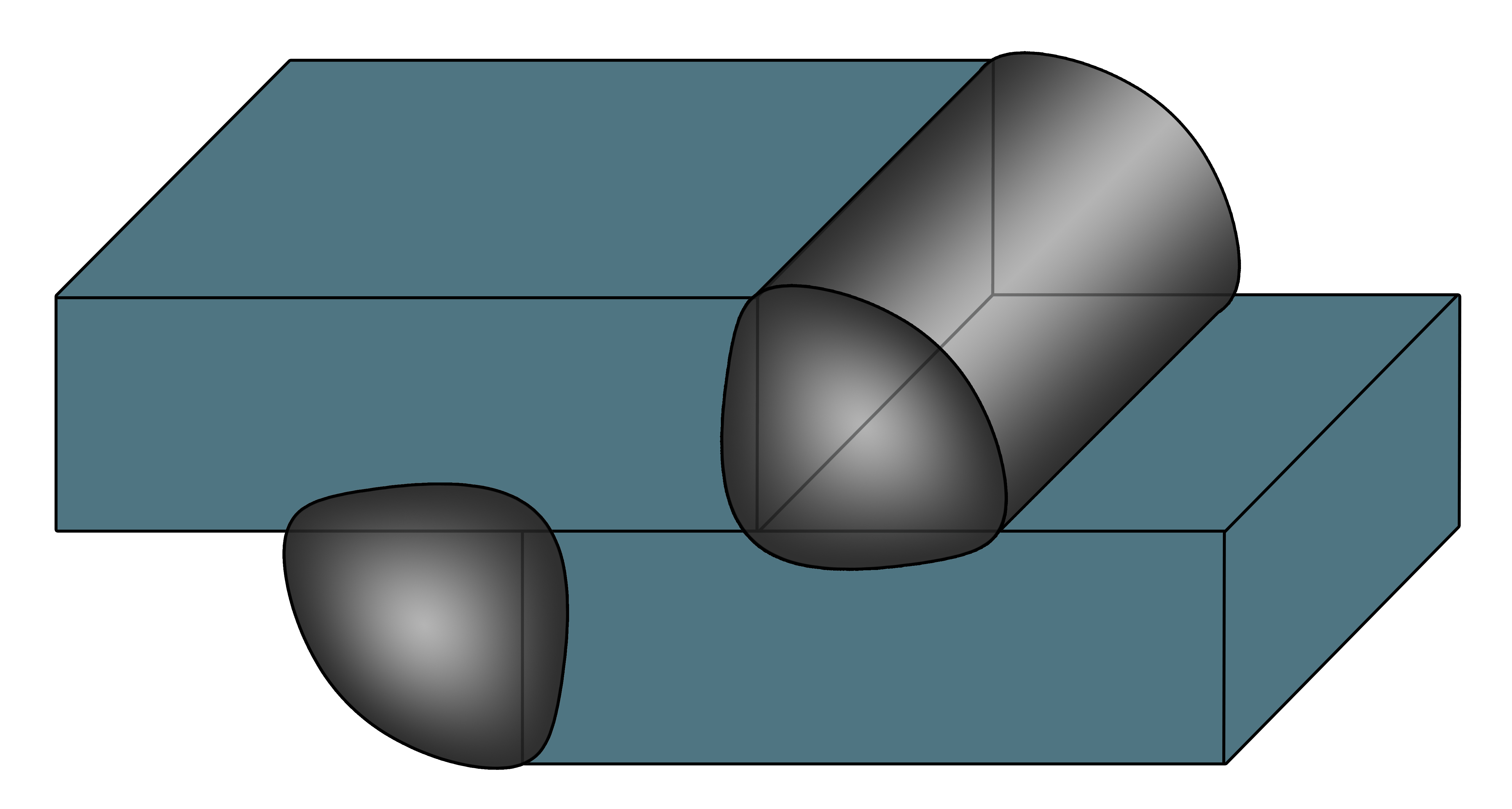
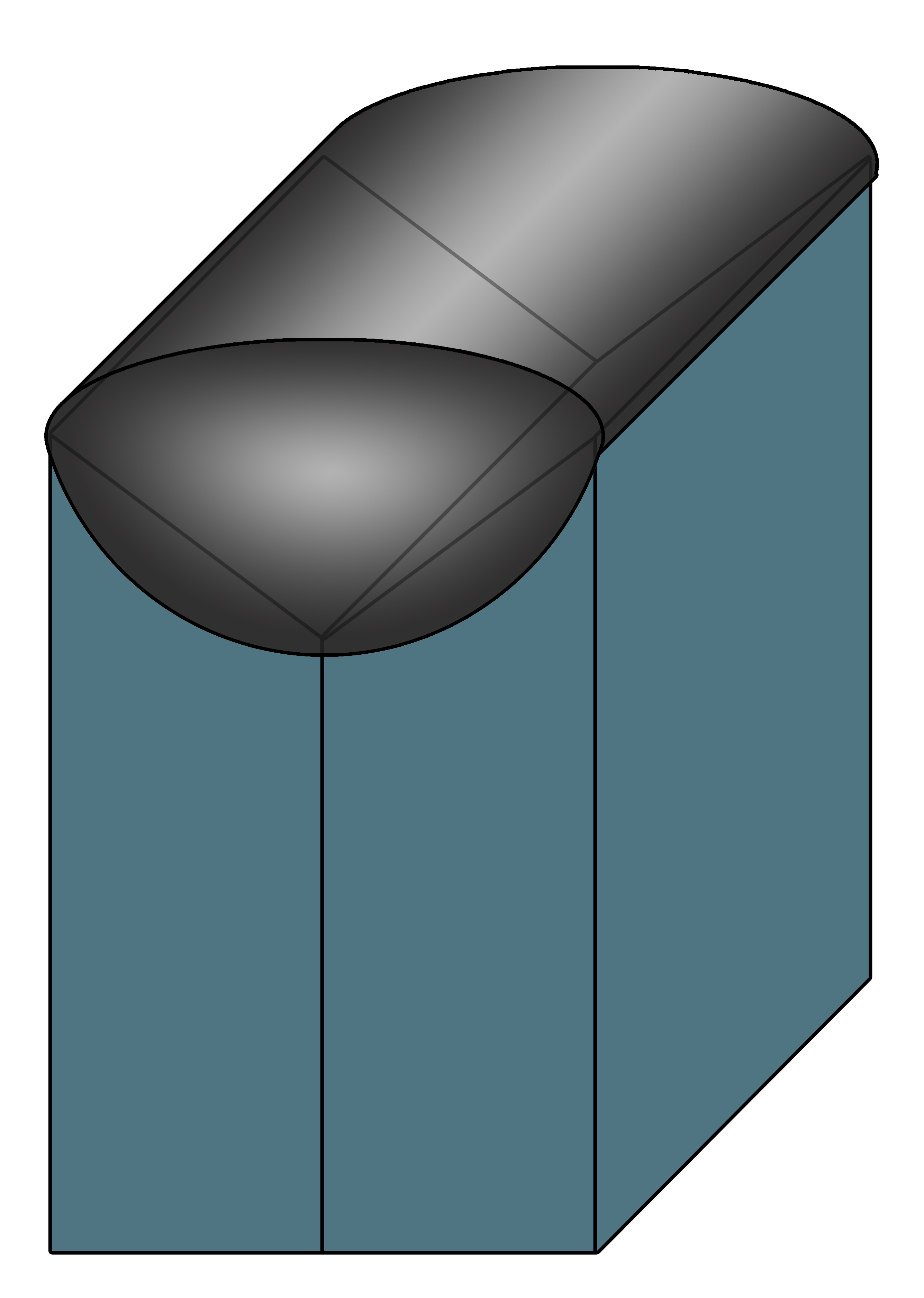
По количеству слоев сварка бывает однослойной и многослойной, по числу проходов сварные швы бывают однопроходные и многопроходные.

Однослойный, однопроходный Многослойный Многопроходный
Многослойный шов используется при сварке толстого металла, а также чтобы уменьшить зону термического влияния.
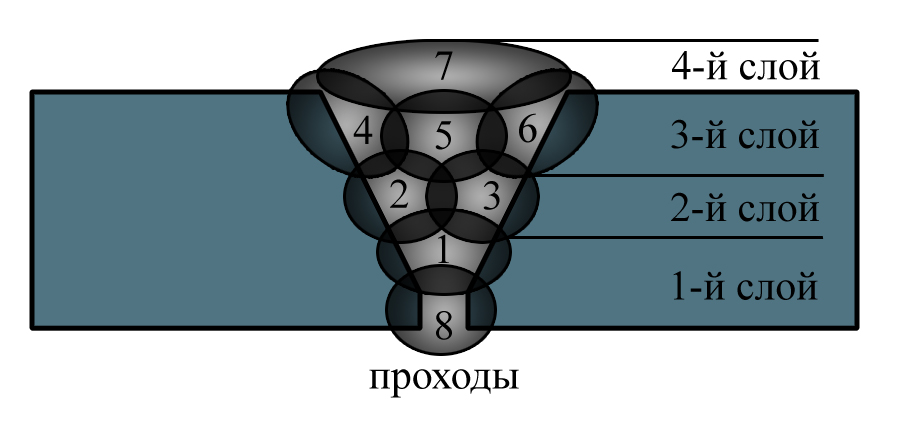
Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Валиком называется часть металла сварного шва, которая была наплавлена за один проход.
Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва. При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
В зависимости от протяженности сварные швы бывают непрерывными и прерывистыми. Стыковые швы обычно делают непрерывными. Угловые швы могут быть выполнены:
— непрерывными;
— односторонними прерывистыми;
— двусторонними цепными;
— двусторонними шахматными;
— точечными.

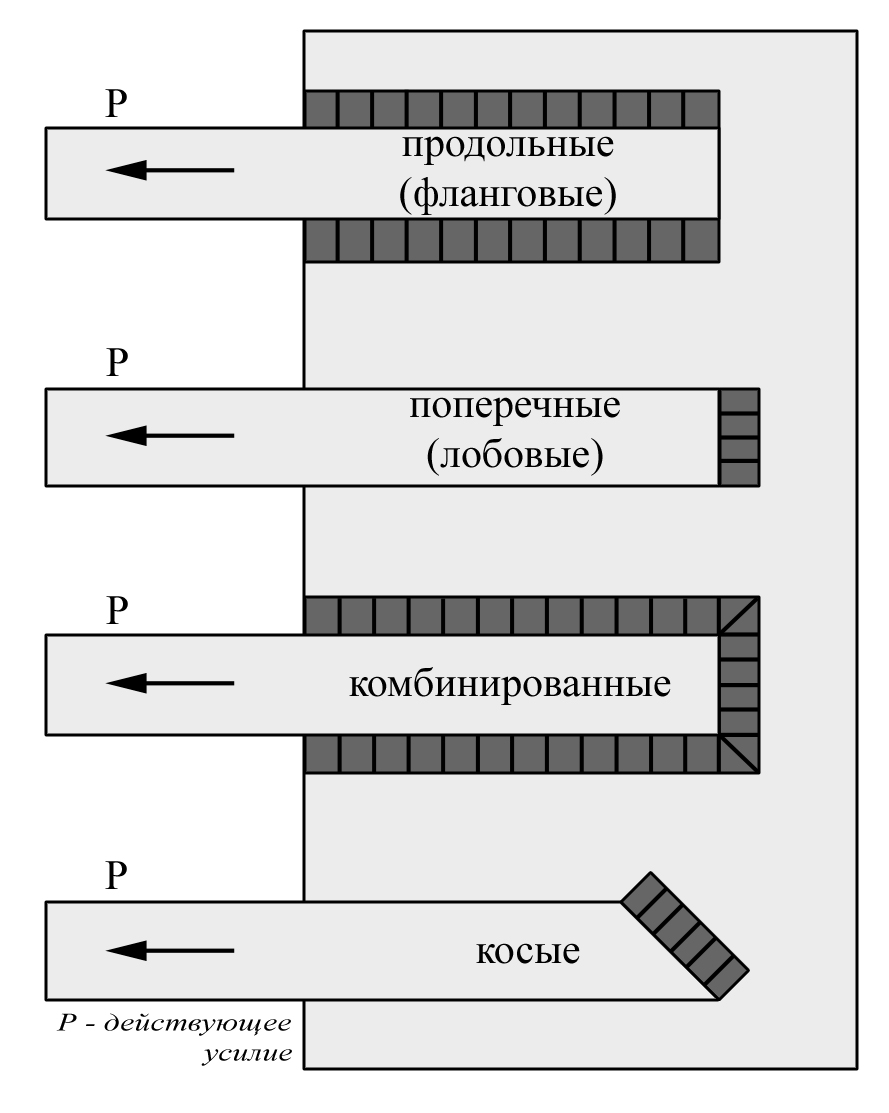
По направлению действующего усилия
Согласно этому критерию сварные швы делятся на:
— продольные (фланговые) – направление действующего усилия параллельно оси сварного шва;
— поперечные (лобовые) – направление действующего усилия перпендикулярно оси сварного шва;
— комбинированные – сочетание продольного и поперечного швов;
— косые – направление действующего усилия размещено под углом к оси сварного шва.
По положению в пространстве швы подразделяются на:

По назначению сварочные швы бывают
— прочные;
— плотные (герметичные);
— прочно-плотные.
В зависимости от условий работы сварного изделия швы делятся на:
— рабочие, предназначенные непосредственно для нагрузок;
— нерабочие (связующие или соединительные), используемые только для соединения частей сварного изделия.
По ширине сварные швы подразделяются на
— ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных колебательных движений сварочного электрода;
— нормальные с шириной
— уширенные, которые выполняют с поперечными колебательными движениями электрода.
По способу удержания расплавленного металла швы сварных соединений делятся:
— на швы выполненные без подкладок и подушек;
— на съемных и остающихся стальных подкладках;
— на медных, флюсо-медных, керамических и асбестовых подкладках;
— на флюсовых и газовых подушках.
По конфигурации сварного шва:
— прямолинейные;
— кольцевые;
— вертикальные;
— горизонтальные;
По виду сварки швы сварных соединений разделяют на:
— швы дуговой сварки (ГОСТ 5264—80);
— швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79);
— швы дуговой сварки в защитных газах (ГОСТ 14771—76);
— швы электрошлаковой сварки (ГОСТ 15164 — 78);
— швы электрозаклепочные (ГОСТ 14776 — 79);
— швы контактной электросварки (ГОСТ 15878 — 79);
— швы газовой сварки;
— швы паяных соединений.
По применяемому для сварки материалу швы сварных соединений подразделяются на сварочные швы:
— углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713 — 79 и др.);
— соединения цветных металлов (ГОСТ 16038 — 70; 14806 — 69);
— соединения биметалла (ГОСТ 16098 — 70);
— соединения винипласта и полиэтилена (ГОСТ 16310-70).
[…] специфические требования к геометрическим размерам сварного шва – обратный валик должен быть минимальным или […]
[…] Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку. […]