
Зачастую сварка простых, казалось бы, конструкций требует много ресурсов и времени. Сюда можно отнести и тонколистовые детали, и толстостенные сосуды и многое другое. Как же технологии EWM могут помочь упростить и удешевить производство конструкций различной сложности?
Трубопроводы
Зависимо от толщины трубы, необходимо применять разные технологии. В случае, если речь идет о сварке трубы диаметром 30мм, то ответ очевиден – ручная сварка. А если же диаметр, как и толщина, слишком большой для продуктивной сварки вручную? Именно тогда на помощь приходят технологии pipeSolution и forceArc. Благодаря первой удастся автоматизировать процесс и тем самым повысить качество сварного шва. Вторая же поможет улучшить проплавление и уменьшить необходимое количество проходов.
Сварка толстолистовой детали
Для сварки толстолистовых деталей необходимо проводить тщательную подготовку, которая
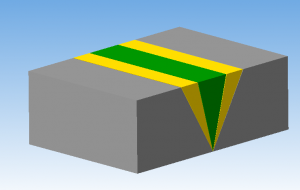
Желтым обозначен тот металл, который не нужно снимать и наплавлять заново, если сварка происходит по технологии ForceArc
включает в себя и шлифовку, и снятие фасок и прочие подготовительные процедуры. Зачастую, чем толще деталь, тем больший угол снятия фаски, поскольку необходимо обеспечить постоянный провар, который при обычных условиях возможен лишь на короткой дуге. Но этот метод несколько трудозатратный, поскольку сначала необходимо снять большое количество металла, а затем нанести его же. Не стоит забывать, что это грозит нам значительными остаточными деформациями (короблением). Для того, чтобы избежать лишней термической нагрузки на деталь и упростить процесс подготовки, необходимо использовать сварку по технологии EWM forceArc. Благодаря ей удается уменьшить угол раскрытия кромок (поскольку форсированный режим имеет лучшее проплавление) и, тем самым, уменьшить количество проходов. Как результат: имеем упрощение подготовки, меньше остаточных деформаций и лучшее качество, чем при обычной сварке.
Авторемонт (приварка порога автомобиля)
Для сварки конструкций из тонкого металла необходимо, прежде всего, считаться с самым главным врагом – остаточной деформацией. Именно она наиболее часто является причиной отбраковки готового изделия. Для автомобилестроения это также очень важно, ведь порог,
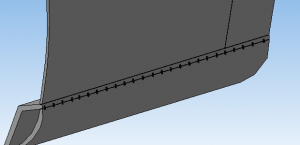
Приварка порога авто точечными соединениями spotArc
который неплотно прилегает, не будет хорошо выполнять свою функцию. Именно поэтому пороги, зачастую, варятся не швами, а точками. Точечная сварка имеет значительно меньший коэффициент тепловложения, чем соединение шовного типа. Расплатой за это является меньшая общая прочность, но для порога, к примеру, более чем достаточно прочности точечных соединений.
Сварка тонколистовых изделий (на примере вытяжки)
Сварка вытяжки, как и других тонколистовых соединений, достаточно сложна, поскольку необходимо обеспечить провар не прожигая металл. Сварка тонколистовых деталей в торцевом
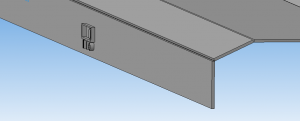
Тонкие листы вытяжки, которые необходимо соединять
положении еще более сложна, поскольку необходимо более точно контролировать дугу и обеспечивать еще более точный перенос металла. Для упрощения процесса сварки таких деталей была разработана технология EWM coldArc. Благодаря ей удается обеспечить стабильное качество провара без риска образования прожогов. Для особо тонких конструкций возможно использование пайки, температура которой не превышает 400 градусов по Цельсию.
Как видим, технологии EWM помогают не только улучшить качество швов и уменьшить количество брака, но и существенно экономить. Производство становится более эффективным и, соответственно, более рентабельным.