

 (3 оценок, среднее: 3,33 из 5)
(3 оценок, среднее: 3,33 из 5)
TIG сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Но, к сожалению, в массовом производстве она практически не применяется. Это вызвано тем, что она имеет низкую производительность и все работы на ней, зачастую, производятся вручную. А где люди, там и человеческий фактор, поэтому каждый сварщик, который работает с TIG сваркой должен знать эти 10 простых правил:
-
Чистота — залог здоровья
Для TIG сварки, как ни для какой другой, важна чистота зоны сварки, поскольку любые загрязнения приведут к потере качества шва, который наносится. В случае сварки алюминия, даже если травление производилось за несколько часов до начала сварки, перед самим процессом желательно еще раз пройтись щеткой, чтобы уничтожить новообразовавшуюся оксидную пленку, так как в процессе сварки металл становится очень чувствительным к подобного рода загрязнениям.
-
Правильно подобранный электрод — хороший электрод
Не смотря на то, что TIG сварка практически не расплавляет электрод, как обычные способы, но химический состав, диаметр и заточка электрода всё же имеют значение.
Если в случае с диаметром все более-менее понятно: тоньше материал — меньше диаметр электрода, то с химическим составом возникают вопросы. Так решим же их, рассмотрев различия в трёх самых популярных типах электродов:
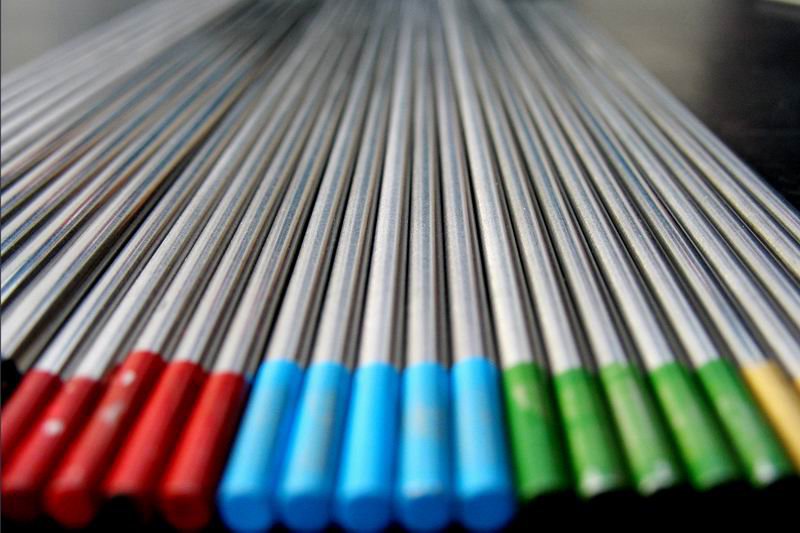
Чистый, нелегированный вольфрам (обозначается зеленой меткой на электроде)
Чистый вольфрам обычно используется для сварки алюминия, поскольку прекрасно работает на переменном токе и может использоваться со всевозможными защитными газами. К недостаткам можно отнести сравнительно быстрое расходование (сгорание) по сравнению с другими типами электродов, но это с лихвой компенсируется низкой стоимостью электродов из чистого вольфрама.
Торированный вольфрам (обозначается красным)
Главным преимуществом торированного электрода перед представленным ранее чистым вольфрамовым, является лучшая стабильность работы на постоянном токе. Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Лантанированный вольфрам (обозначается синим)
Этот тип электродов отличается удобством использования — на них значительно проще зажигать и удерживать дугу, лучше сохраняется форма заточки наконечника. Также к плюсам можно отнести значительную износостойкость и, как следствие, меньшее потребляемое количество на единицу шва.
-
Знай с чем работаешь
При сварке ответственных конструкций крайне важно знать, с какой толщиной и маркой металла ведется работа, поскольку в зависимости от этих факторов нужно подбирать присадочную проволоку, электрод и тип заточки. Соответственно, чем больше ответственность шва, тем более скрупулёзно нужно подходить к выбору используемого материала.
-
Постоянный или переменный?
Тип тока, который используется при сварке, сильно влияет на конечный результат.
Для сварки алюминия и магния обычно используется переменный ток. Обусловлено это тем, что постоянная перемена полярностей обуславливает разрушение оксидной пленки, которой покрывается металл (Т° плавления алюминия — 660°С, а Т° плавления оксидной плёнки — около 2000°С).
В остальных же случаях допускается использование постоянного тока.
-
Правильно затачивать тоже надо уметь

В зависимости от материала, который сваривается, нужно по-разному готовить электрод. В случае со сваркой стальных листов средней толщины, достаточно просто заточки «в половину» (электрод толщиной 3 мм заточить до 1.5 мм). Это помогает сфокусировать дугу и улучшить точность позиционирования. Чем тоньше метал — тем острее нужна заточка. Для переменного тока необходимо несколько закруглить конец, для постоянного — плоская заточка. И еще: затачивать нужно, чтобы канавки оставались по длине электрода, а не в поперёк, поскольку так дуга будет гореть намного более сфокусировано. Для алюминия действуют совсем другие законы. При сварке алюминия необходимо, чтобы кончик электрода был закруглен, для улучшения стабильности горения дуги.
Так же нужно не забывать, что электрод изнашивается, поэтому нужно контролировать его состояние (при необходимости затачивать и следить за его чистотой)
-
Регулирование силы тока
В большинстве современных сварочных аппаратов для TIG сварки существует автоматическая система регулирования силы тока, но что делать, если в аппарате её не предусмотрено, а шов нужно нанести? При ручном управлении силой тока, рекомендуется начинать процесс с как можно большей силой, и только после образования сварной ванны уменьшать её до комфортных значений.
-
Правильное движение
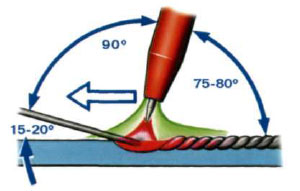
Для TIG сварки, как ни для какой другой, важно, как происходит перемещение сопла. Чтобы начать нанесение шва, необходимо разместить сопло под углом 90° относительно шва. После формирования сварочной ванны угол уменьшается до 70-80°. При заварке кратера угол уменьшают до 20-30°.
-
Осторожно с алюминием
При работе с алюминием нужно быть предельно осторожным, поскольку он обладает значительной теплопроводимостью и не имеет цветов побежалости. Поэтому при сварке алюминия травмоопасность значительно выше, чем при сварке других металлов.
-
Учитывай форму соединения
Различные соединения требуют различного подхода. При сварке внахлестку, к примеру, необходимо увеличить фокусировку тепла на торцах, поскольку это позволит обеспечить максимальную прочность при минимальном тепловложении. Так же необходимо учитывать форму шва при добавлении присадочного материала (больше тепла — больше присадочного металла).
-
Больше практики
Ничто так не помогает при TIG сварке, как опытная рука. Ведь даже прочтя все теоретические рекомендации, но взяв держак и присадочную проволоку впервые в жизни, идеальный шов никак не получится. Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.


