
 (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)9 советов. Основы TIG сварки
GTAW или TIG сварка использует в работе неплавящиеся вольфрамовые электроды для сваривания металла в защитном инертном газе. Защитный газ, например, аргон, защищает сварочную ванну от воздействия внешней атмосферы. В процессе сварки, при соблюдении всех технических стандартов, получается химически чистый, точный сварной шов высокого качества. Итак, перейдем к нашему лайфхаку по хорошей сварке.
№1. Рабочая обстановка, защита
При TIG сварке требуется работать двумя руками. Сначала подберите тонкие, удобные рабочие рукавицы в которых хорошо ощущается присадочный пруток, но при этом они будут достаточно толстыми чтобы защитить руку от горячего металла. Для этих целей подойдет тканный хлопок, козья кожа или мягкие механические перчатки.

№2. Подготовка металла
Убедитесь, что ваш свариваемый металл чист! Препарируйте его поверхность до ярко блестящей поверхности. Для этих целей можно применить щетку из нержавеющей стали. Не должно быть пыли, ржавчины, краски, следов масел, окалины, влаги или других веществ. Не забывайте, что очень часто грязь попадает в зону сварки из грязных перчаток. При условии, если свариваемые детали по толщине более 6 – 8 мм, потребуется выполнить разделку кромок для полноценного плавления в области корня шва и его заполнения.
№3. Горелка
Подберите правильную гибкую горелку с воздушным или водяным охлаждением, которая сможет обрабатывать углы. Воздушное охлаждение дает дополнительную мобильность. В основном оно подходит для низких токов, для небольших предметов и относительно тонких материалов. Водяной тип охлаждения горелок предотвращает перегрев, позволяет ускорить сварку и работает на разных (в т. высоких) диапазонах тока.

№4. Подбор электродов для TIG
Желательно использовать соответствующий тип вольфрамового стержня для каждого отдельно взятого вида материалов, источника и силы тока. Так повышается эффективность сварки. Отличие электродов на основе вольфрама состоит в химическом составе. Они бывают моносоставными или с разными добавками. К последним относят окиси лантана, иттрия, церия, циркония или тория). Обозначаются разными цветами.
Режимы сварки и цветовое обозначение вольфрамовых электродов

№5. Размерность стержня
Выбор диаметра электрода зависит от требуемой силы тока. В основном значения колеблются в интервале 0.8 – 6 мм. Помните, слишком большой стержень может вызвать неустойчивую дугу и загрязнения.
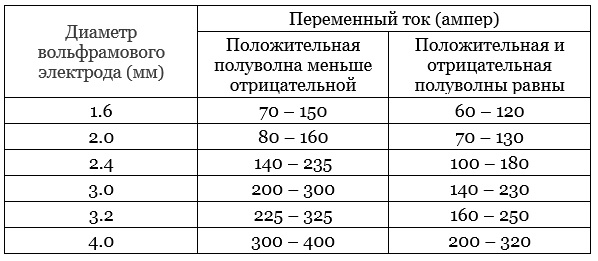
Для наочности приведем таблицу подбора диаметра электрода для постоянного тока.

Значения для переменного тока немного отличаются. Определим данные для аргоновой защитной среды.
№6. Заточка вольфрамовых стержней
Соблюдайте особую осторожность при шлифовке вольфрамового электрода. Подтачивайте его в продольном направлении. Отдельные сварщики пытаются это делать поперек, но такая тактика ошибочна.
В таком деле главное равномерность, ведь в противоположном случае дуга при сварке будет гулять. Длина заточенного конусовидного края электрода не должна быть более 2.5-3 размеров его собственного диаметра, угол — в основном около 30°.
Для уменьшения толщины риски обработанную поверхность дополнительно полируют, так улучшится стабильность горения. Острый край слегка притупляется. В общем плане обточка рекомендуется многими профессионалами, она препятствует загрязнениям, дуга быстрее загорается и хорошо фокусируется (важно для тонких металлов).

№7. Подключения к источнику электричества и полярность
Оптимальным вариантом для применения может быть инвертор. Он придаст дуге устойчивость, стабильность. Управляя частотой тока, вы контролируйте фокусировку, придавая шву четкость очертаний, минимизируете вероятность прожигов, ведь область температурного воздействия стает меньше.

Учитывайте полярность. На инверторах она просто меняется. Прямая полярность передает больше тепловой энергии, быстрая, производит глубокую сварочную ванну. Совместима с большинством металлов.
Обратная полярность подвергается воздействию высоких токов, удаляет оксидные пленки. Ее недостаток в чрезмерном перегреве стержня.
№8. Под каким углом должен быть электрод
Угол наклона горелки очень важен. Многие эксперты предполагают работать на расстояние от 3 до 6 миллиметров от материала и под углом 70-80 градусов с несколькими исключениями (техника «lay wire» — «лежащий присадочный пруток». Она подразумевает наличие в шве горизонтально уложенного прутка необходимого диаметра на который воздействует встречная электрическая дуга. Двигаясь навстречу, она постепенно проплавляет присадку). Обратите внимание на особый момент. Слишком большой угол способствует рикошету теплового потока, способствуя преждевременному расплавлению стержня, в результате чего образуются сгустки, которые могут загрязнить сварочную ванну. Квалифицированные сварщики работают «на глаз», но для этого нужен серьезный багаж опыта.

№9. Важные моменты
Не прикасайтесь к сварочной ванне наконечником. Она может повредить вольфрамовый стержень и потребуется повторная обточка.
Старайтесь сохранять постоянную ширину сварочной ванны в районе 6-7 мм в ширину. Для упреждения сдувания горячим воздухом защитного газа применяется экранирование в виде двух концентрических газовых потоков. Альтернативой может стать сварка в контролируемой атмосфере.
Выводы
В 9 советах мы кратко предоставили информацию касательно стандартных условий работы. В зависимости от условий, задач, параметры могут немного корректироваться. TIG сварка является относительно медленным, постепенным видом сварочных работ, но она позволяет сварщикам получать хороший контроль и производить довольно качественный конечный продукт. В итоге чем больше методик, техник, которые знает и может применить сварщик, тем более успешным будет финальный результат.


